With over 43 years experience in the Nuclear Sector Raddecom Solutions offer a number of services and other product designs.
Raddecom Solutions have registered container designs that have varying features so that a waste consigner can select the features that meet their particular needs.
Raddecom Solutions work closely with Amber Precast who are currently the sole UK manufacturer of precast concrete containers and serve local and international customers.
More detail on Raddecom Solutions can be found on our parent website at Raddecom Solutions.
Management Services through sector support
Product Concept development
Product Design
Other related products: Shielding Blocks, Shielding Bricks, Fast deployment Interim Storage Facilities (ISF) and development and optimisation of existing designs and products
To learn more visit us at Raddecom Solutions
Case Study for the development, design and manufacture of IP-2 Self-Shielded Intermediate Level Waste Containers for deployment in Canada.
Simple UHPC Container Range
(A number of illustrations and photos are provided at the end of this case study)
Introduction
Raddecom Solutions was tasked with concept development of a novel Ultra-high Performance Fibre Reinforced Concrete (UHPC) IP-2 Self-Shielded Intermediate Level Waste (ILW) container and to support the prototyping, testing, manufacture, supply and delivery scopes.
Objectives
The key objectives of the project were:
To create an Ultra-High Performance (Fibre-Reinforced) Concrete (UHPC) Container range suitable for a broad range of Intermediate Level Waste (ILW) and, in principle, Low Level Waste (LLW).
To produce strong, durable containers that would meet a broad spectrum of potential end user requirements whilst adhering to the principal requirements set by national and international regulators.
This concept UHPC Container range was to be designed to form IP-2 transport packages but be able to be sized to fit within a Standard Waste Transport Container (SWTC) as a Type B transport package when outside the limits for IP-2.
The solution to be low cost but offer high integrity.
Concept Design
Raddecom Solutions undertook the concept design and produced the initial static finite element analysis (FEA) that ensured there were no "cliff edge" issues associated with the concepts.
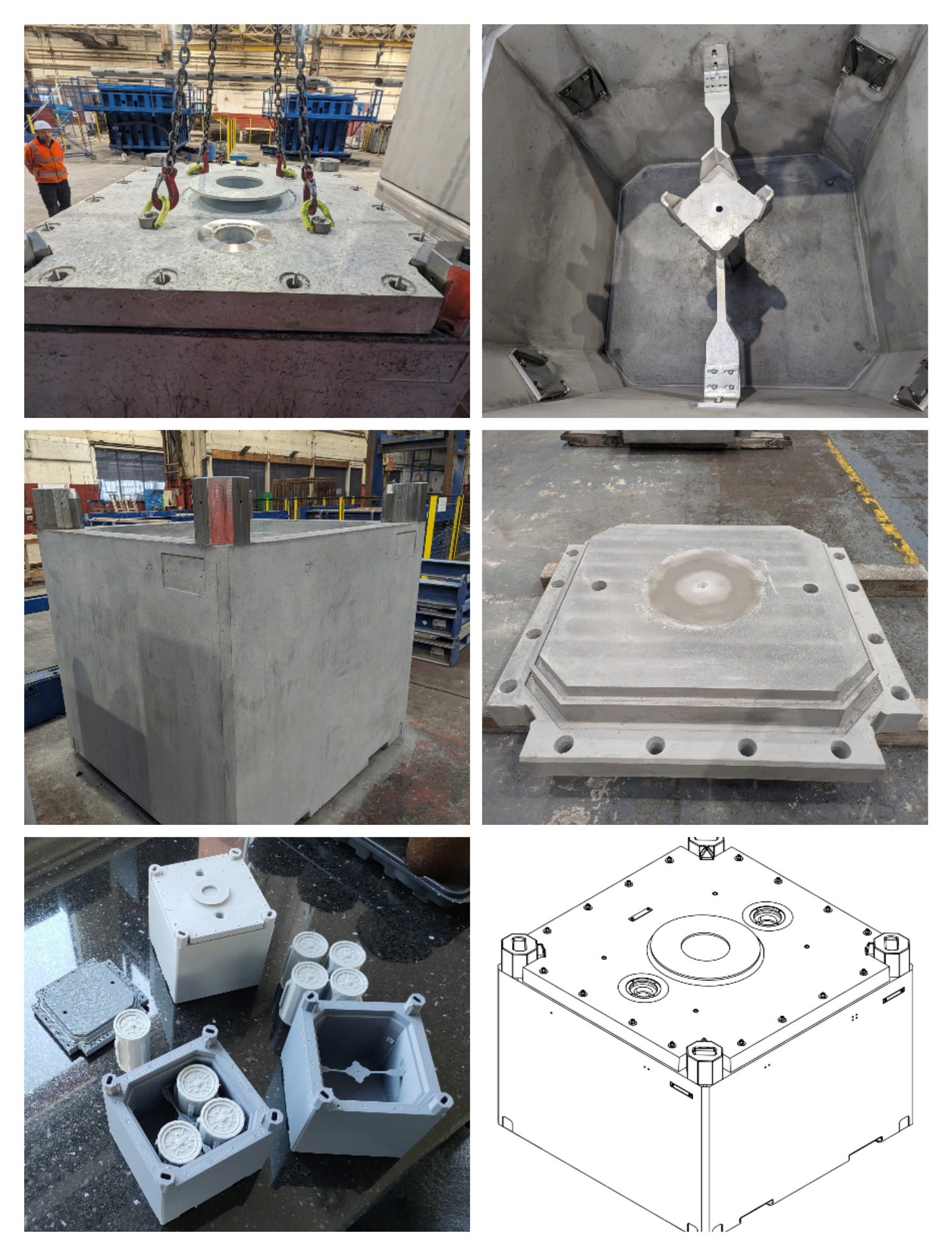
This first phase resulted in a concept UHPC Container range comprising three variants:
A Solid Waste (Thin) UHPC Decommissioning Concrete Container (DCC) with 100mm wall thickness
A Solid Waste (Thick) UHPC Decommissioning Concrete Container (DCC) with 200mm wall thickness
A Wet Waste UHPC Decommissioning Concrete Container (DCC) with a minimum wall thickness of 100mm
The two Solid Waste UHPC Containers have identical external features and dimensions, only the internal cavity is different. The Wet Waste UHPC Container has the same external dimensions but is distinguished by an additional port in the lid and, again, has a different cavity configuration. The wet waste variant can also be fitted with a metal liner, (illustrations and photos are found at the end of this article).
In June 2019, the UK Ministry of Defence (MOD) Submarine Decommissioning Programme (SDP) became interested in using certain variants of the UHPC Container range as part of its disposal of ILW from submarine Reactor Pressure Vessels (RPVs). MOD SDP sponsored the production of the Expert View Submission.
Raddecom Solutions produced the "Expert View" (EV) paper for the customer which, due to the level of detail included, was near to the requirements for a concept Letter of Compliance (cLOC) paper as set out by UK Nuclear Waste Services.This EV paper was prepared to describe the UHPC container range in sufficient detail to allow an Expert View Assessment by Radioactive Waste Management Limited (RWM) (now part of the UK Governments Nuclear Waste Services). It facilitated a container-only assessment by RWM to determine whether containers from this new range could be accepted as compliant packages in keeping with its Geological Disposal System Change Management Procedure.
The level of information provided complied with RWM WPS/908/05 ‘Generic Guidance on the preparation of submissions for the disposability assessment of packaging proposals’ (July 2016), and specifically the arrangements referenced in Section 4.3 ‘Submission for a container-only disposability assessment’. It was therefore required that RWM considered the full information provided for the UHPC container range in its Expert View Assessment.
The report also described the proposed use by MOD SDP of certain features/variants of the UHPC Container range and included details of the waste and dose rates. This information was included so that RWM could consider the MOD SDP’s specific proposal as part of its Expert View Assessment.
Detailed Design
Alongside a preferred partner company, Raddecom Solutions then led the detailed design and design justification phases. This work concluded with the issue of the manufacturing drawings and the design underpinning to demonstrate that it would meet the customers requirements.
The successful conclusion of this work initiated the manufacture of the mould set that would eventually be used in the supply of the containers.
Complete prototyping, testing, manufacture, supply, and delivery of the new concept UHPC containers
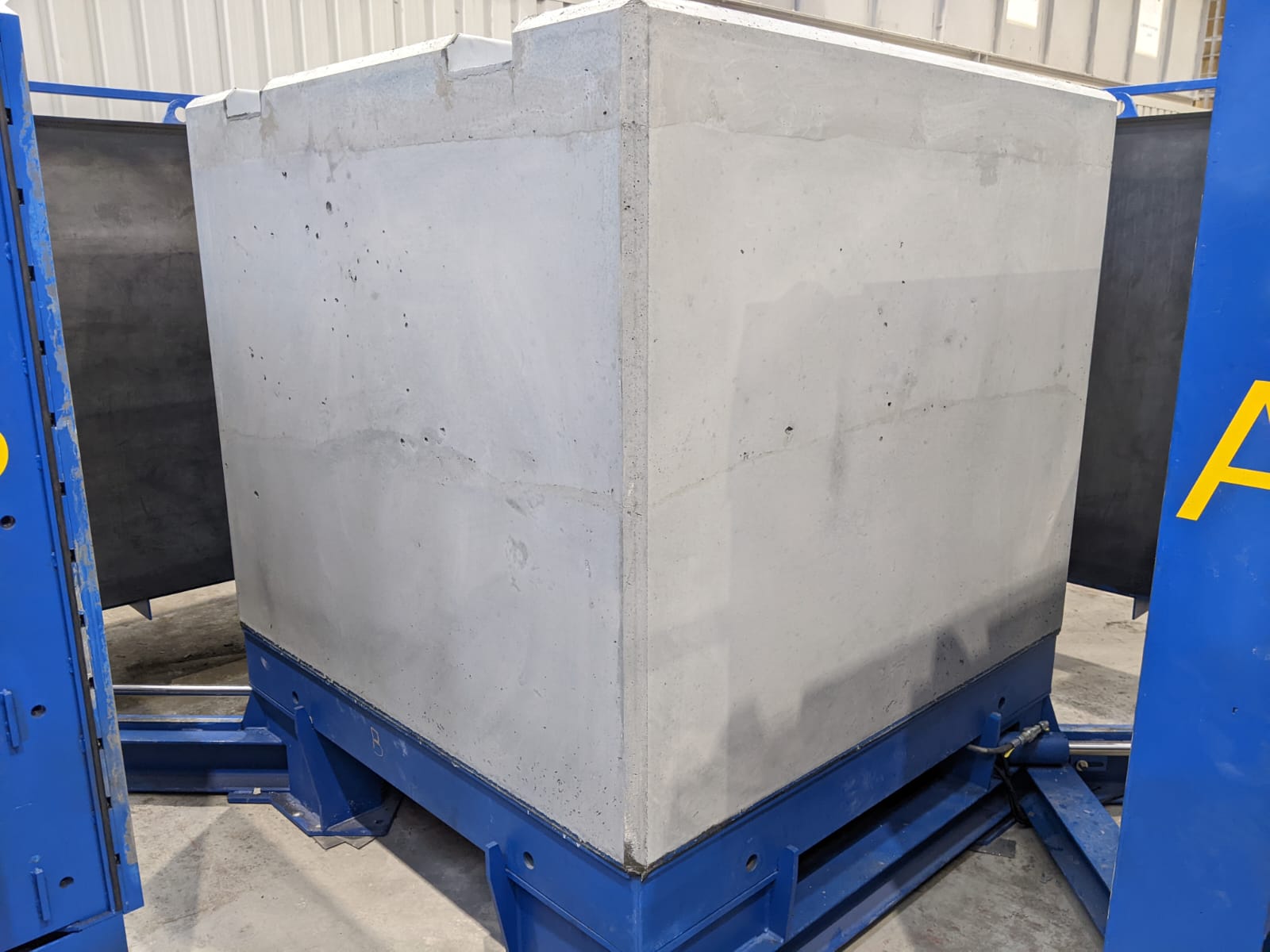
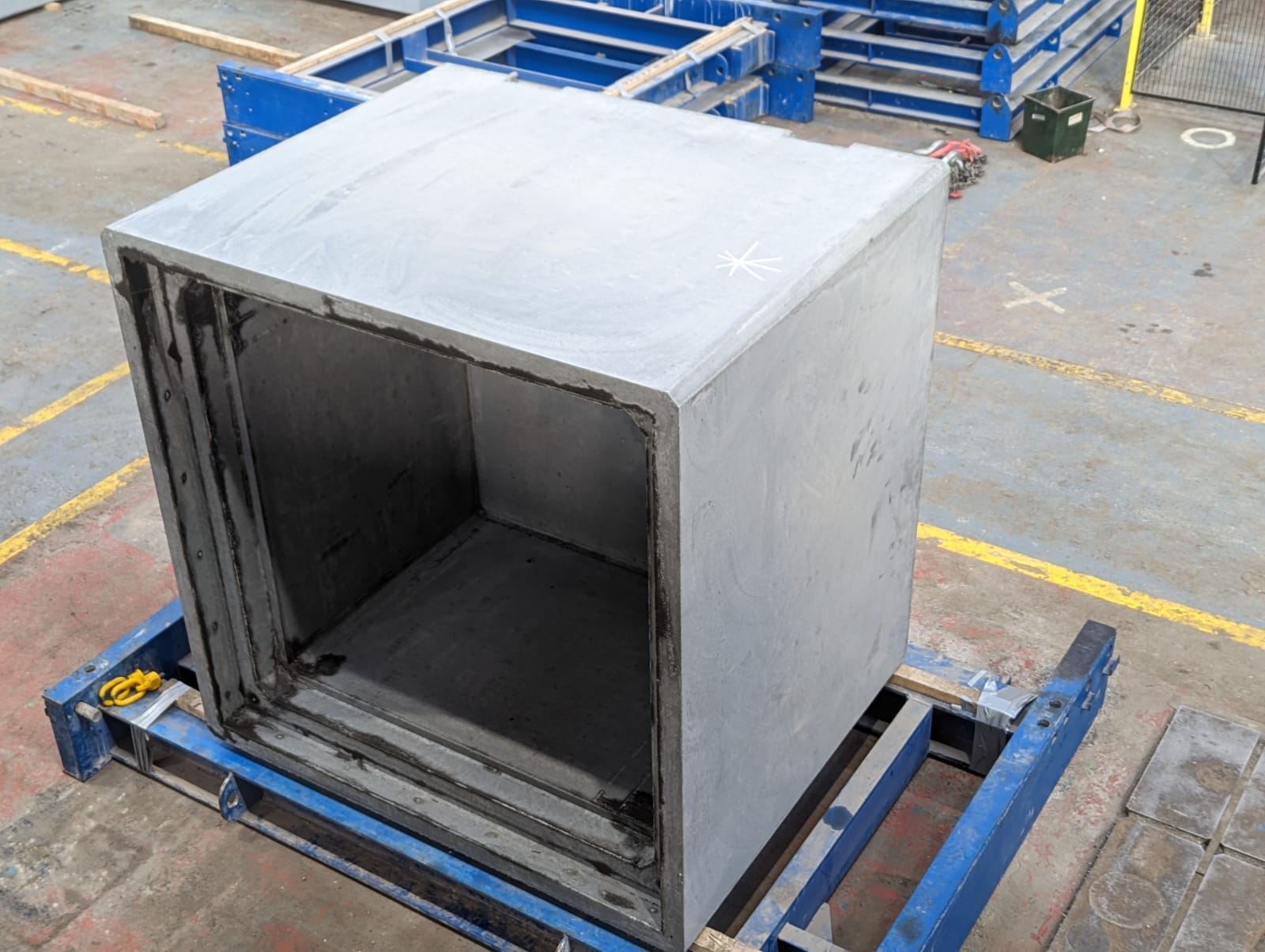
Raddecom Solutions went on to support Amber Precast, who were the sole UK manufacturer of self-shielded concrete waste containers for the nuclear sector, in the prototyping, testing, manufacture, supply, and delivery of the new concept UHPC containers utilising high density and standard density fibre reinforced concrete mixes.
This stage in the programme of work was secured through a contract from a waste consigner to supply a number of containers for on-site handling and assessment. This was achieved in early 2021 with a contract to prototype the thick-walled decommissioning concrete container (DCC) variant and supply a number of units for on-site trials to the Canadian customer. This work was completed in March 2023.
Conclusion
The UHPC Container Range is a low cost, scalable and flexible package that provides extreme flexibility and operational scope for waste consigners, including the ability not to foreclose future waste minimisation technologies and to utilise a SWTC to allow waste to meet Type B package requirements.



















Case Study for the development, design and manufacture of IP-2 Self-Shielded Intermediate Level Waste Remotely Handled Containers for deployment in the Netherlands
Raddecom Solutions work closely with Amber Precast who are currently the sole UK manufacturer of precast concrete containers and serve local and international customers.
Remotely Handled Concrete Container
(A number of illustrations and photos are provided at the end of this case study)
Introduction
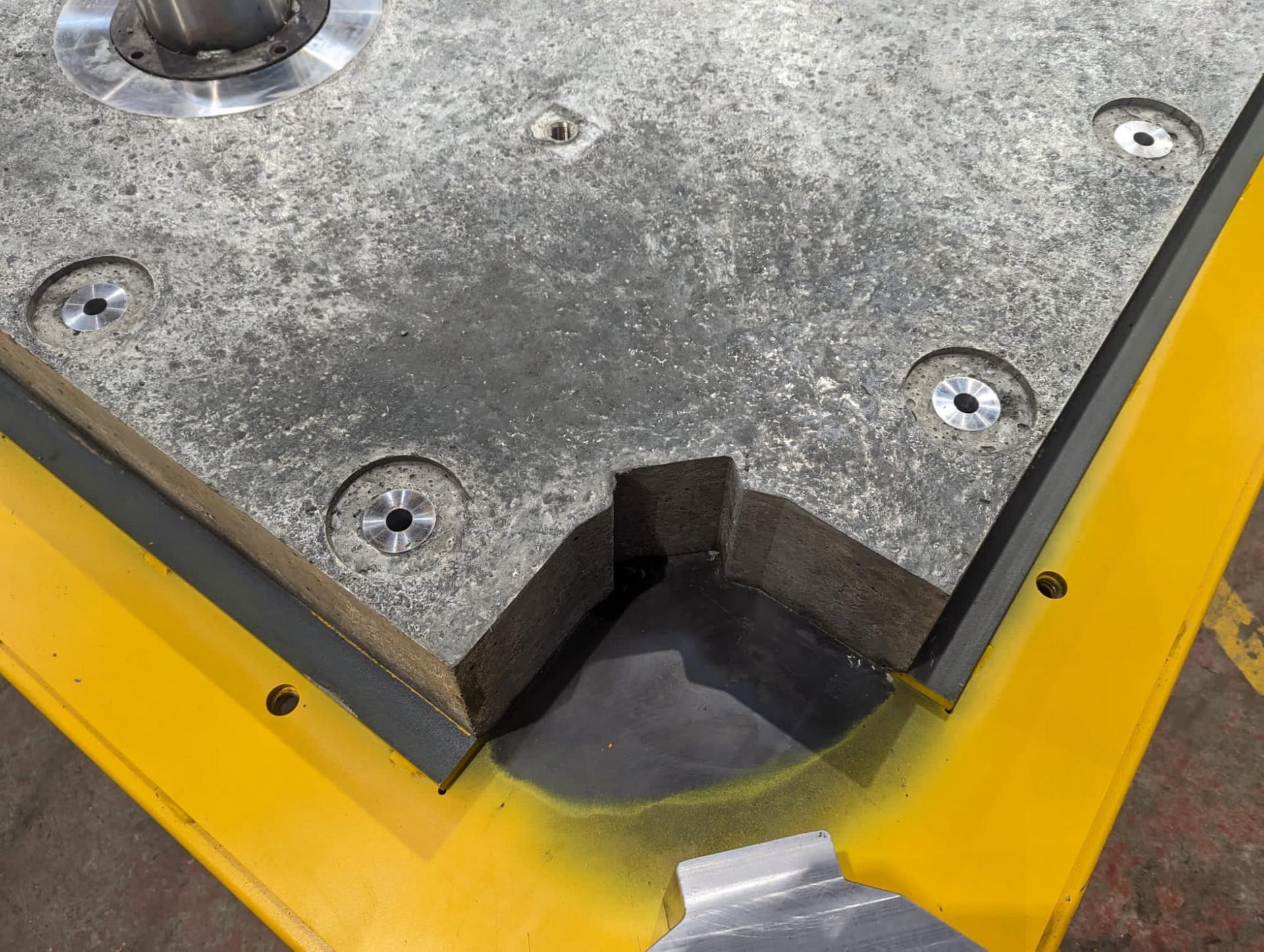
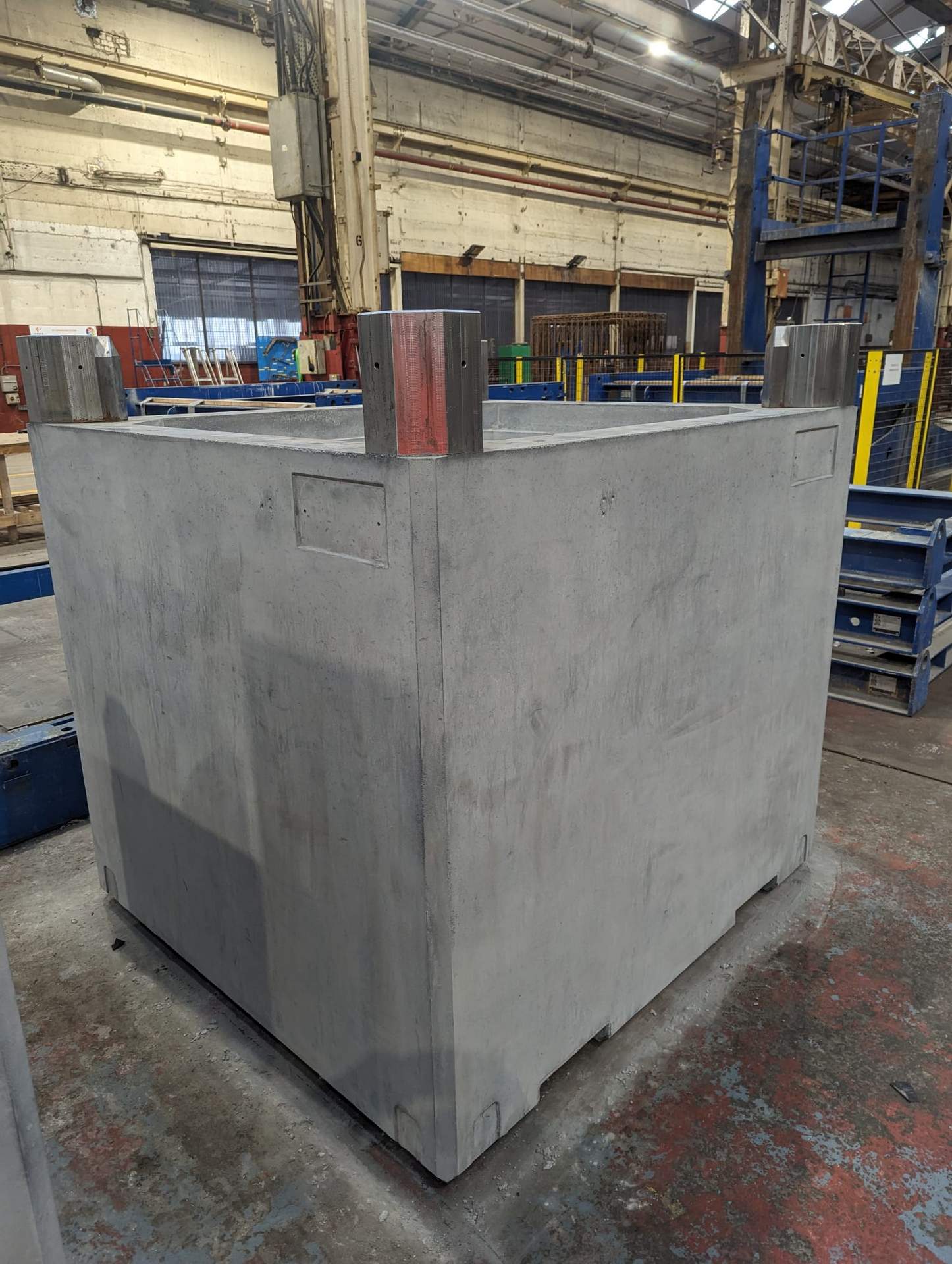
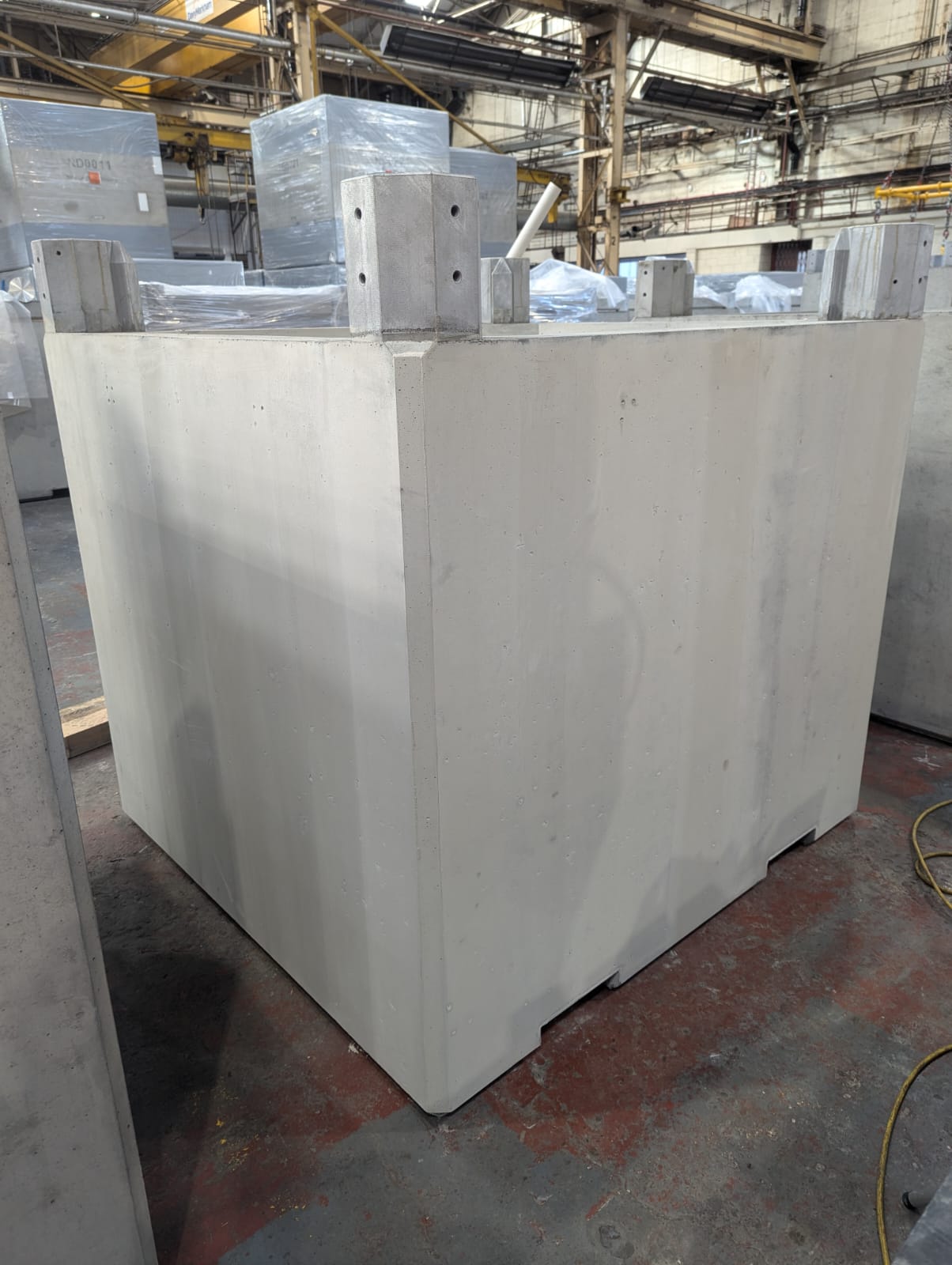
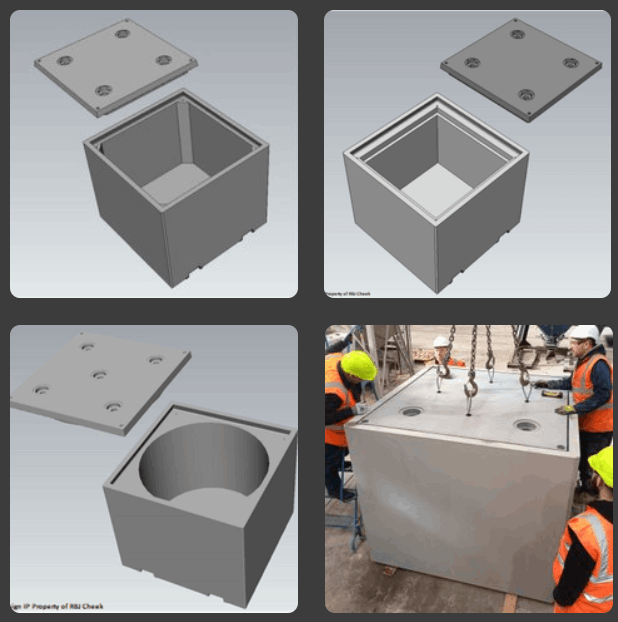
One of our European customers is developing a Multifunctional Storage Facility for the interim storage of radioactive Intermediate Level Waste (ILW). The ILW will be stored in stainless steel drums. Four stainless steel drums will then be contained within a reinforced concrete storage container.
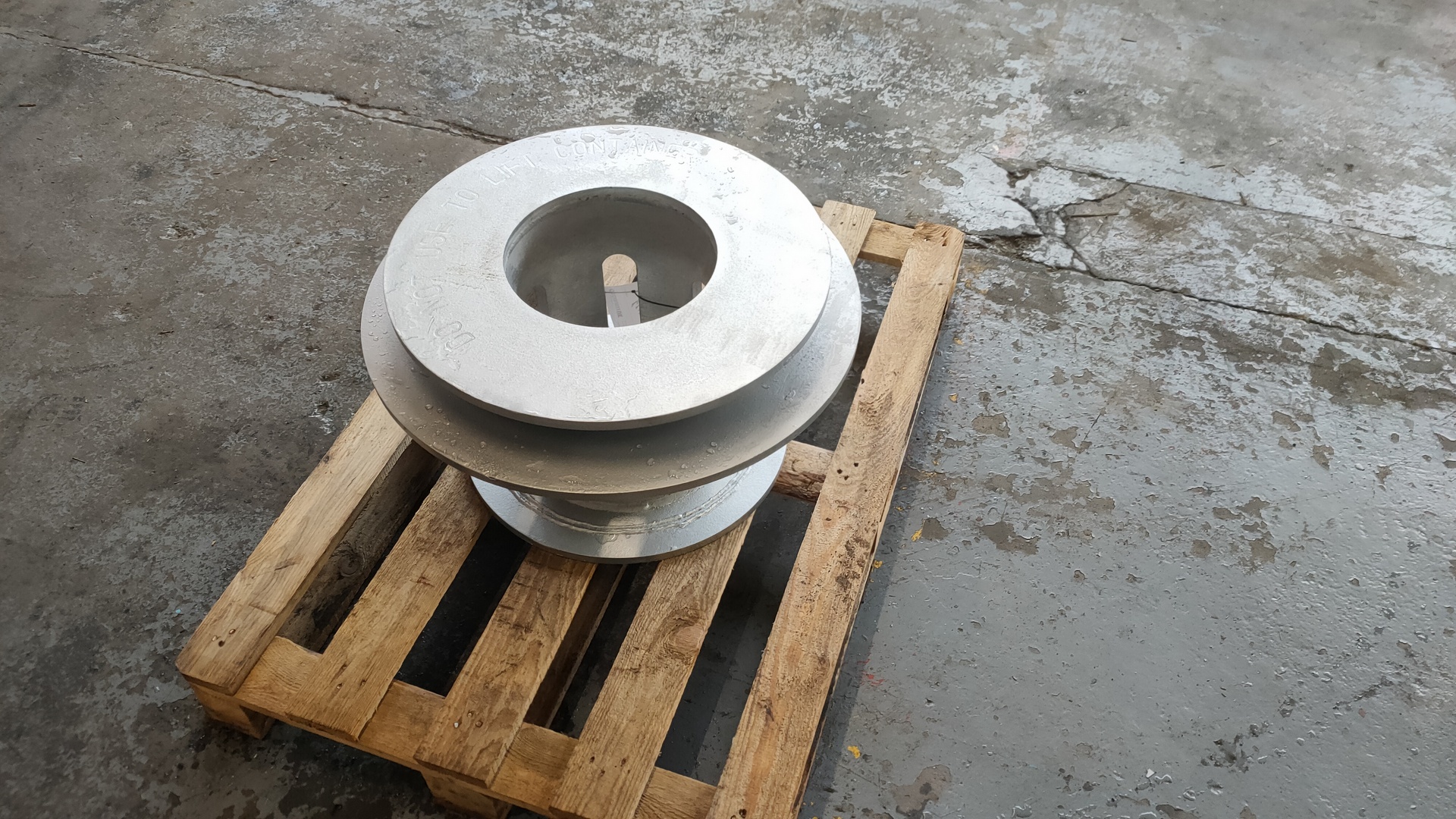
The facility will be designed to enable remote placement of the stainless steel drums into the container; placement and bolting of the lid onto the container and placement of the container in a storage position for a period of 100 years. The lid will also be removable and stainless steel drums retrievable via the same remotely operable equipment.
Planning and Implementation
Raddecom Solutions proposed the use of a modified UK registered design that was altered to accommodate a bespoke lid lifting feature specified by the customer, as well as characteristics that would allow remote operations and provide the required shielding.
Results
The customer accepted our proposal and the completed design substantiation was agreed in June of 2023. The follow-on phase was to manufacture the moulds and to manufacture of several prototype containers that the customer could undertake handling and acceptance trials. This phase was successful and was completed in April 2024 with production manufacture starting in June 2024. This customer required a first production batch of 130 units and these were completed in December 2024.